Blue Cube Systems, a technology company based in Stellenbosch, Western Cape, South Africa, designs, manufactures, distributes and supports in-line mineral quantification instrumentation.
We offer mineral process analysers, slurry stream analysers, chrome analysers, copper analysers and silica analysers.
In-line mineral quantifier
The company recently introduced state-of-the-art instrumentation for the in-line measurement of mineral grades in froth flotation concentrator plants.
The technology used in the flotation applications is a further development of the proven Blue Cube MQi in-line mineral quantifier. It is based on diffuse reflective spectroscopy combined with proprietary chemometric techniques, adapted for the measurement of froth slurries.





The technology can differentiate between different mineral versions of the ore eg copper oxide and copper sulphide.
Flotation plants for the measurement of froth slurries
In flotation plants, the final product must conform to the required grade specification, and at the same time, a satisfactory recovery must be maintained. To achieve optimal adjustment and the tuning of the flotation equipment, operators require reliable real-time information about the composition of mineral streams at various locations in the plant.
The Blue Cube technology provides the required fast and reliable grade information. It is a new method for rapidly determining in-line elemental and mineral concentration, enabling control and rapid stabilisation of the flotation circuit, as well as optimised settings for it.
Other applications
Units are also available for dry and solution applications and applications for the measurement of solutions are based on absorption spectroscopy and require a clear solution. Current examples include: composition measurement in heavy mineral sands and measurements of impurities in solution in the hydromet industry.
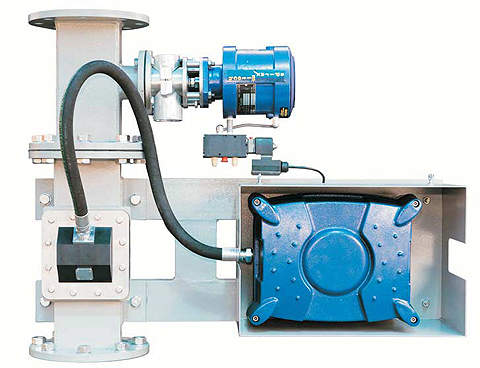
Installation and calibration of flotation instrumentation
Installation of the unit is easy and requires only minor mechanical alterations. Calibration of the unit is done against 4E fire assay, XRF or ICP analysis. Each Blue Cube MQi installation is connected to the company’s facilities in Stellenbosch by an internet data link. This enables supervision and calibration of the unit. The Blue Cube MQi technology can be installed at a relatively low capital cost and imposes very low operating costs. The company provides an ongoing product support service.
A total of 54 Blue Cube MQi units have already been installed at locations in South Africa, Namibia, Botswana, Zambia and Australia.
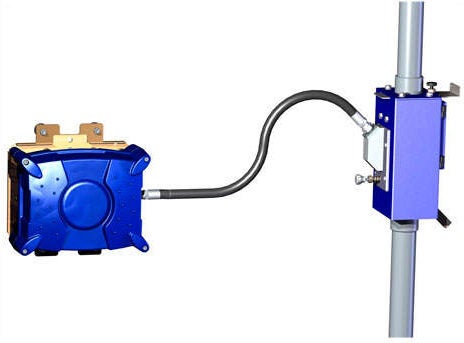
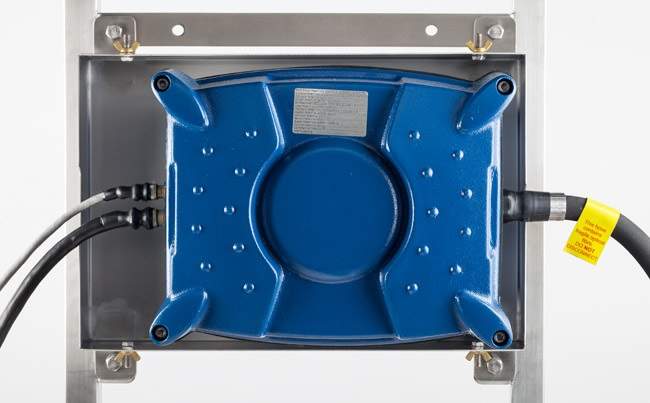
Mineral instrumentation hardware for processing plants
The Blue Cube MQi hardware package is very robust and was specifically developed for the harsh environments of mineral processing plants. It is intrinsically safe and contains no hazardous components such as radioactive isotopes, high-intensity lasers or high-temperature devices. The Blue Cube MQi carries CE certification.
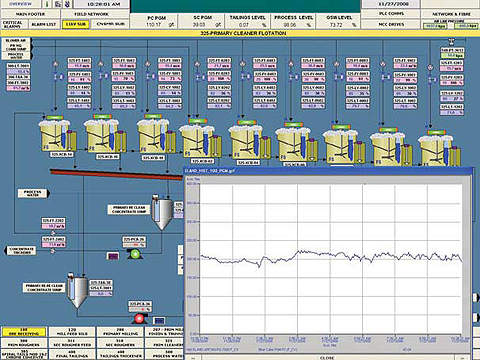
Output from the Blue Cube MQi can easily be linked to the client’s SCADA system. Operators can now monitor product grade in real time and make rapid process adjustments to control the final grade close above the defined penalty grade while maintaining optimum recovery.